|
Carbon
steels
Stainless mainstream (e.g. kitchen & butcher knife)
High-end and tool steels
Ceramic
Folding knife
Japanese single-bevel >
Cleaver
Convex blade
Concave & Recurve blade
Straight edge, sheepsfoot
Serrated knife
Scissors
Hatchet, tomahawk & axe
|
Japanese single-bevel blade
Video >>
Measure the
existing edge angle with a laser protractor, if ordered to reproduce.
(Our
default for quality high-carbon Japanese knives is 16 degrees; lower-end knives we sharpen at 20 degrees.)
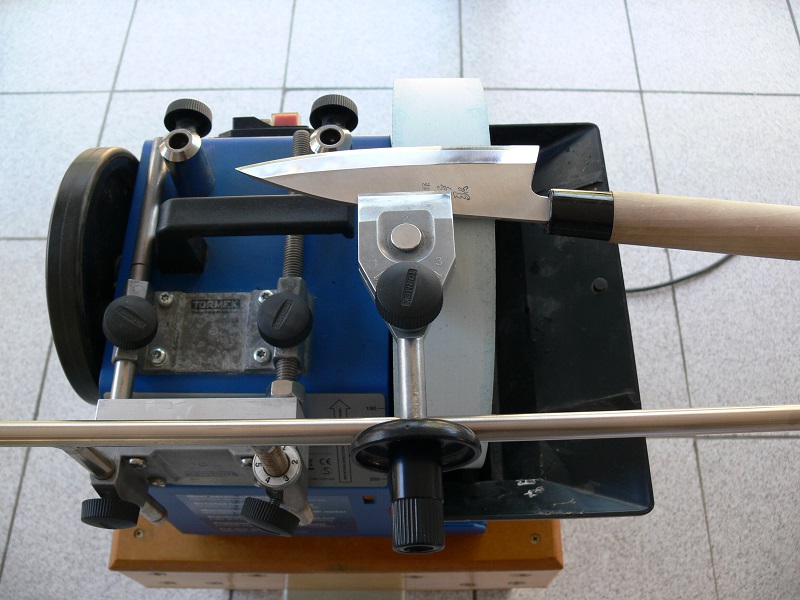
Clamp in a knife jig.
Using our Frontal Vertical Base at the front of the Tormek, position the knife so that the backside edge rests on the wheel with the knife jig parallel to the top of your Tormek.
Polish the flat back on the Japanese wheel SJ-250 horizontally - initially do just 2 passes.
You will get a narrow polished strip all along the edge; don't bother if it is not ideally uniform at this step.
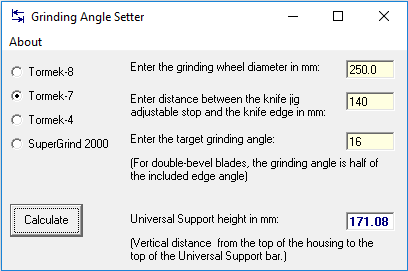
Set the
grinding angle using our computer software "Grinding Angle Setter".
Grind the bevel side into the edge on
a coarse wheel, e.g. SG-250 grit 220, or diamond wheel DC-250, or a CBN wheel.
Using our Frontal Vertical Base at the front of the Tormek, polish the flat back on the Japanese wheel SJ-250 horizontally; usually 1 pass is OK.
With the help of our computer software "Grinding Angle Setter" calculate the Universal Support height
for the next grinding wheel.
Grind the bevel side into the edge on a fine wheel, e.g. a 10” Japanese wheel JIS 800, or a diamond or CBN wheel #1000-1200.
Typically it takes 2-4 passes.
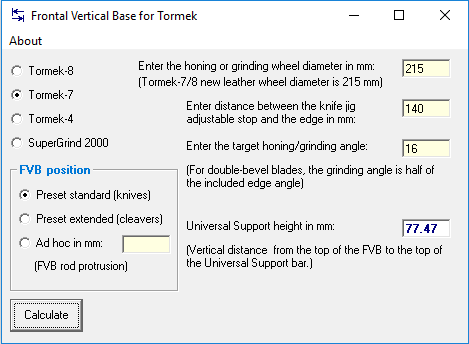
With the
help of our software for the Frontal Vertical Base calculate the Universal Support height for honing on the leather wheel.
Hone the beveled side at the edge angle on the Tormek leather wheel with the Tormek honing paste; typically 2-4 passes.
Using the Frontal Vertical Base, deburr the flat back on the Japanese wheel SJ-250 by 1 horizontal pass.
Finish on a hanging strop by 6-10 passes alternating sides.
Test
sharpness.
|
Measure
the existing edge angle with a laser protractor, if ordered to
reproduce.
(Our
default for quality high-carbon Japanese knives is 16 degrees; lower-end knives we sharpen at 20 degrees.)
|

|
|
Clamp in a knife jig.
Using our Frontal Vertical Base at the front of the Tormek, position the knife so that the backside edge rests on the wheel with the knife jig parallel to the top of your Tormek.
Polish the flat back on the Japanese wheel SJ-250 horizontally - initially do just 2 passes.
You will get a narrow polished strip all along the edge; don't bother if it is not ideally uniform at this step.
|

|
|
Set the
grinding angle using our computer software "Grinding Angle Setter".
|
Jig-Support-Wheel
relations are calculated by computer scripts, and set with 0.1 degree
accuracy.
|
|
Grind the bevel side into the edge on
a coarse wheel, e.g. SG-250 grit 220, or diamond wheel DC-250, or a CBN wheel.
|

|
|
Using our Frontal Vertical Base at the front of the Tormek, polish the flat back on the Japanese wheel SJ-250 horizontally; usually 1 pass is OK.
|
|
|
With the help of our computer software "Grinding Angle Setter" calculate the Universal Support height
for the next grinding wheel.
Grind the bevel side into the edge on a fine wheel, e.g. a 10” Japanese wheel JIS 800, or a diamond or CBN wheel #1000-1200.
Typically it takes 2-4 passes.
|

|
|
With the
help of our software for the Frontal Vertical Base calculate the Universal Support height for honing on the leather wheel.
|
|
|
Hone the beveled side at the edge angle on the Tormek leather wheel with the Tormek honing paste; typically 2-4 passes.
|

|
|
Using the Frontal Vertical Base, deburr the flat back on the Japanese wheel SJ-250 by 1 horizontal pass.
|
|
|
Finish on a hanging strop by 6-10 passes alternating sides.
|

|
|
Test
sharpness
|

|
|
