|
Carbon
steels
Stainless mainstream (e.g. kitchen & butcher knife)
High-end
and tool steels
Ceramic >
Folding
knife
Japanese single-bevel
Cleaver
Convex
blade
Concave & Recurve
blade
Straight
edge, sheepsfoot
Serrated knife
Scissors
Hatchet,
tomahawk & axe
|
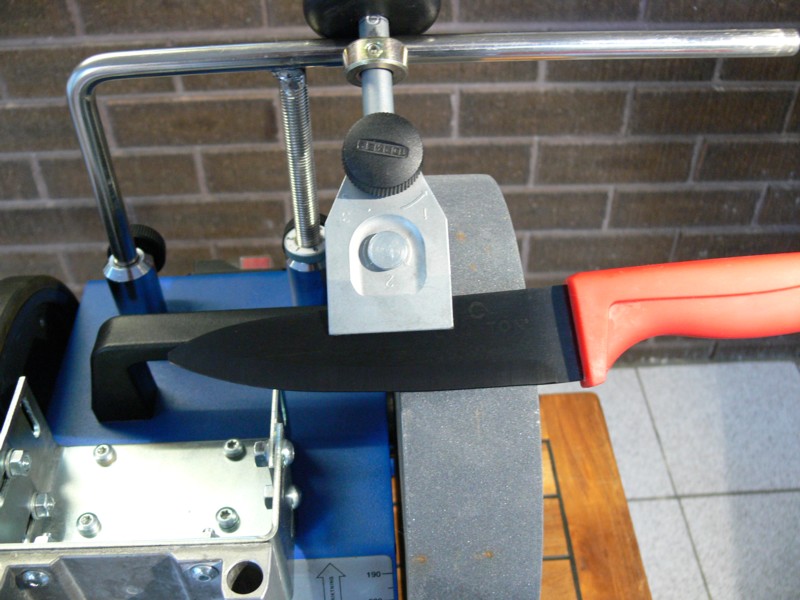
Ceramic
Ceramic knives are sharpened with CBN or diamond wheels.
What we know of steel sharpening cannot be extrapolated to ceramic blades.
Sharpenging through micro-chipping is the most plausible mechanism - instead of actually cutting the ceramic, diamond/CBN particles remove material by chipping it away.
Unlike steel blades, where you get a well cutting edge off the grit #400, and a shaving edge off #1000, the ceramic edge will be blunt after #400, and hardly cutting after #1000 - it has to be sharpened further with the finer 10 micron, 5-6 micron and 2.5 micron diamonds to get it sharp.
The BESS scores we get in the process of sharpening ceramic correlate with the abrasive grit more than the steel:
CBN#400 gives 500-700 BESS - CBN#600 gives 500 BESS - CBN#1000 gives 280-400 BESS - 5 micron diamond 105-120 BESS - and 0.5 micron diamond 55-90 BESS.
A well sharpened ceramic knife typically has sharpness of around 200 BESS.
Our
default for ceramic knives is 30 degrees included - see our research on the best edge angle for ceramic knives
Clamp in a jig
matching the blade thickness.
Set the
grinding angle using our computer software.
Shape the bevel
on a coarse CBN/Diamond wheel grit 160 or 200.
Sharpen on
a 10” CBN wheel, grit 400 or 600.
Continue on
a 10” CBN wheel, grit 1000.
Read more>>
Continue to
controlled-angle honing on a 10” paper wheel with 10 micron, 5 micron and then 2.5 micron diamond paste.
Finish with
controlled-angle honing on a 10” paper wheel with a mix of 0.5/0.25
micron diamond paste.
Test
sharpness.
|
Measure
the existing edge angle with a laser protractor, if ordered to
reproduce.
|

|
|
Clamp in
a jig matching the blade thickness.
|

|
|
Set the grinding
angle using our computer software.
|
Jig-Support-Wheel
relations are calculated by computer scripts, and set with 0.1 degree
accuracy.

|
|
Shape the
bevel on a coarse CBN/Diamond wheel grit 160 or 200.
|
|
|
Sharpen
on a 10” CBN wheel, grit 400 or 600.
Read more>>
|

|
|
Continue
on a 10” CBN wheel, grit 1000.
|

|
|
Continue
to controlled-angle honing on a 10” paper wheel with 10 micron, 5 micron and then 2.5 micron diamond
paste.
|

|
|
Finish with
controlled-angle honing on a 10” paper wheel with a mix of 0.5/0.25 micron
diamond paste.
|

|
|
Test
sharpness
|

|
|
