|
Volume sharpening suite using long-lasting CBN or diamond wheels for low grinding costs.
Sharpening speed 2 min per knife, including deburring; normal capacity is 200 knives per shift per operator.
Tormek-based, sharpens at 90 RPM with a metalworking fluid or tap water, generating no heat.
Diamond or CBN wheel side faces are used for volume sharpneing, while the wheel circumference is used for regular sharpening.
The aluminium/steel wheel dissipates any heat that might generate from grinding.
A suite of 2 wheels is used: a coarse grit #160 or #200 to grind the bevels, followed by a finer grit #400-600 to set the edge apex.
- Changeable Angle Guides to grind the edge at 20, 24, 30 or 38 degrees included.
- Angle Guides are attached to the Riser Block providing clearance for the knife handle.
- Adjustment to position the guides flush to the wheel.
Sharpening Technique
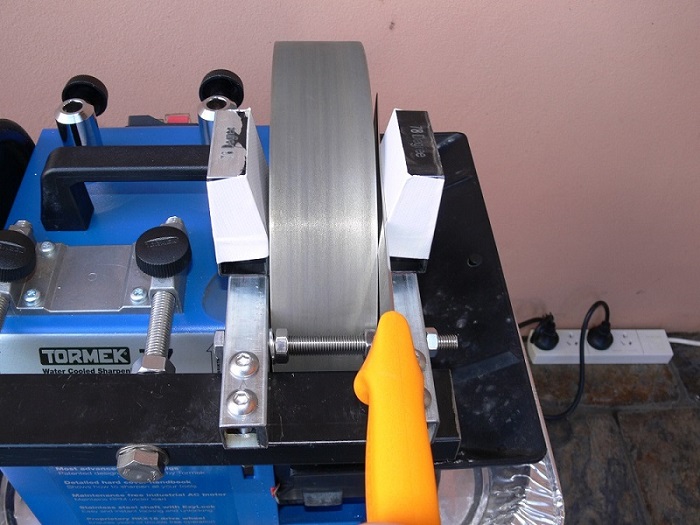
Pressing the blade against the angle guide, pull the blade from the handle to the tip with a light downwards pressure to contact the grinding wheel.
(Unlike with a stone wheel, pressure should be light on CBN/diamonds to grind effectively.)
Repeat on the opposite side of the wheel, alternating sides till the edge is apexed, then continue on the fine wheel with the same angle setting.
Angle guides in the above photo set the edge at 24 degrees included, 12 degrees per side (dps).
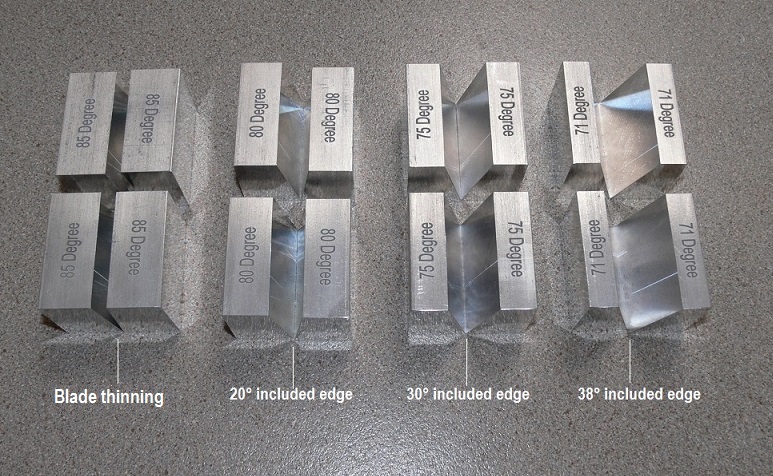
Below are other changeable angle guides to set the edge at 20, 30 or 38 degrees included.
An additional set of 5 dps angle guides (85 Degree) is used to thin a worn blade.
Honing and deburring is done at low RPM on a slotted rock-hard felt wheel and slotted paper wheel using controlled-angle supports.
|